Introdução ao Gage R&R
Já ouviu falar da análise Gage R&R? Esse sistema é muito utilizado no roteiro DMAIC, mais precisamente na fase chamada Measure.

Essas letras R que se repetem significam repetibilidade e reprodutibilidade. Seu intuito é avaliar quais efeitos o operador e a peça causam no sistema de medição.
Os sistemas de medição são necessários, uma vez que a grande maioria dos projetos possuem como base os dados.
Vamos entender um pouco mais sobre o Gage R&R?
Tabela de Conteúdo
- O que é Gage R&R ?
- Entendendo como funciona na prática
- Objetivo da análise R&R
- Na análise do MSA o que tem maior importância?
- Conclusão da análise Gage R&R
O que é Gage R&R ?
Todos os dispositivos que forem utilizados para fazer a medição indiscutivelmente irão apresentar variações e consequentemente uma incerteza quanto à medição que foi realizada.
O Gage R&R vai avaliar o quanto de variação ocorreu no sistema de medição, o que vai ajudar a chegar a uma conclusão se ele é ou não adequado a aquela aplicação.
Para que o estudo do R&R seja realizado é preciso fazer uma separação entre o que causa a variação da medição em duas categorias: repetibilidade e reprodutibilidade.
Sendo que:
- Repetibilidade – esta é uma variação que pode ser observada quando a mesma peça é medida várias vezes pelo mesmo operador. Nesse caso, a variação se deve por causa do equipamento de medição.
- Reprodutibilidade – essa variação é observada entre diversos operadores. Isso quer dizer que a variação ocorre por causa do método utilizado para a medição.
Como seu funcionamento ocorre?
Para que o estudo do R&R seja realizado é necessário avaliar os seguintes pontos:
- Quantidade de peças – uma quantidade de peças deve ser avaliada. O ideal é que seja algo entre 5 e 10 peças para representar a variação daquele processo de fabricação.
- Repetições – não basta uma única medição, ela deve ser realizada repetidas vezes. O ideal é que essa repetição ocorra de 2 a 6 vezes.
- Operadores – as medições devem ser realizadas em pelo menos 3 operadores que executam a medição habitualmente.
De posse dos dados obtidos com esses indicadores é possível calcular a reprodutibilidade e repetibilidade.
Afinal, quando eles se combinam fornecem a variação geral observada que geralmente é expressa na forma de porcentagem da tolerância ou simplesmente %R&R.
De posse desse valor é possível concluir que o sistema de medição é:
- Inaceitável – A porcentagem do % R&R é maior que os 30%.
- Aceitável – A porcentagem do % R&R é menor que os 10%.
- Aceitável nas condições específicas – A porcentagem do %R&R fica entre os 10% e os 30%. Nesse caso, sua aceitação pode ocorrer possuindo como base a importância da medição, o custo com o sistema de medição entre outros fatores.
Entendendo como funciona na prática
Vamos imaginar que em uma fábrica é produtora de virabrequins, e que possui de tolerância 2,5 + – 0,1.
Decidiu-se realizar um estudo R&R com três operadores fazendo a medição em 5 peças por 3 vezes o que nos dá 3x5x3=45 medições e os seguintes valores foram obtidos:
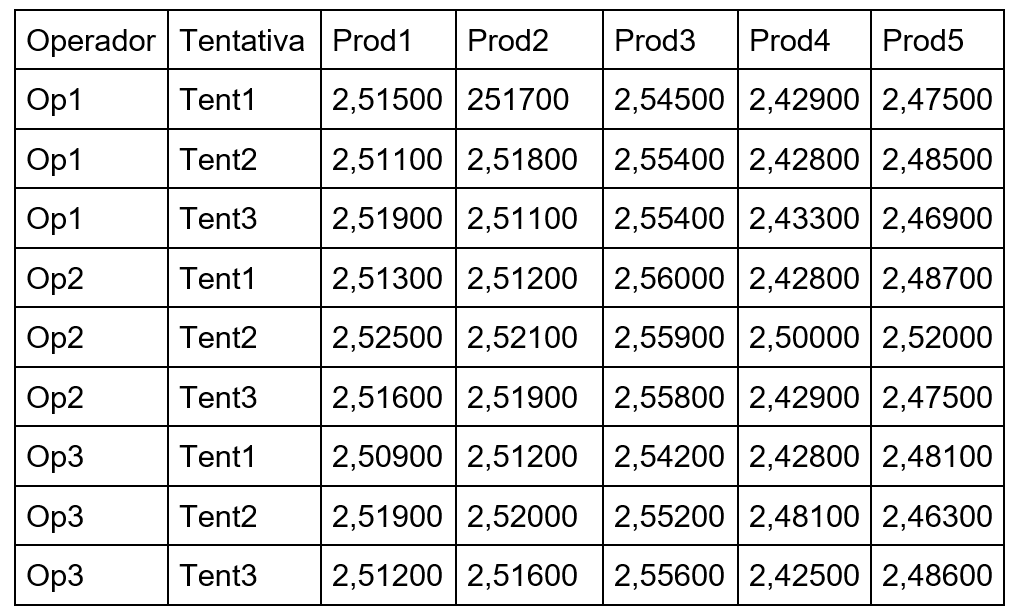
De posse desses valores é possível fazer o cálculo da Variação do Equipamento – VE – ou repetitividade. Esse cálculo possui como base a média das amplitudes médias que cada avaliador apresenta.
Assim temos:
VE = Variação do Equipamento = 0,00976
Cálculo da Variação dos Avaliadores e %R&R
A variação entre Avaliadores – VA – ou reprodutibilidade também é calculada. Esse valor possui como base a amplitude das médias que cada avaliador obteve:
VA = Variação dos Avaliadores = 0,00586
Agora que já estamos de posse desses valores o R&R pode ser calculado:
O valor do R&R representa o quanto o instrumento teve de variação. Para verificar se ela pode ser considerada ou não significativa é preciso fazer uma comparação desse valor com o obtido na tolerância do produto fazendo o cálculo do %R&R:

Esse resultado mostra que o instrumento utilizado para fazer a medição da peça está perfeitamente aceitável.
Mas tenha atenção, pois essa análise somente fará a comparação da variação que o sistema de medição apresenta com a variação que a tolerância da peça permite.
Também é muito importante fazer uma comparação com a variação que o processo apresenta.
É preciso se lembrar que o critério de aceitação obtido com a fórmula %R&R depende das tolerâncias que o produto apresenta para o sistema de medição que será usado.
Pode ser que o instrumento que foi avaliado nesse exemplo seja adequado à combinação de produto e de característica, mas para outra pode não ter aceitação.
Objetivo da análise R&R
Projetos que buscam promover a melhoria da qualidade possuem como objetivo final reduzir a quantidade de defeitos, melhorar determinada resposta ou promover uma mudança benéfica aos clientes.
Não é incomum querer saltar alguma etapa e já passar para aquela que realmente irá solucionar os problemas.
Muitas vezes, fazer a verificação dos sistemas de medição utilizando métodos para análise pode parecer que está desperdiçando um tempo precioso.
Entretanto, isso é um grande engano. Ao fazer a análise dos sistemas de medição primeiramente em conjunto com métodos que analisam os atributos ganha-se em diversos pontos.
Esse método é muito usado por especialistas Green Belt’s e o Black Belt’s, por exemplo. O importante é ter em mente que um estudo R&R trata-se de um passo muito importante e crítico para qualquer análise estatística que envolva dados contínuos.
Afinal, será determinado se aquele sistema de medição é ou não adequado para esses dados.
Caso ele não seja capaz de produzir medições que sejam confiáveis, qualquer análise que for feita com tais medidas não terá muito sentido.
O que o Gage R&R ajuda?
O Gage R&R ajuda a responder algumas perguntas como:
- O sistema de medição tem capacidade de fazer discriminação das peças?
- A variabilidade que o sistema de medição possui é pequena quando comparada com a variabilidade que o processo de fabricação possui?
- Quanta variabilidade é causada pelas diferenças entre os operadores no sistema de medição?
Caso o sistema de medição não seja ótimo o Gage R&R pode ser usado para determinar a localização das fraquezas.
Afinal, pode acontecer de um estudo R&R ser realizado e revelar que a repetibilidade é boa, mas que é fraca a reprodutibilidade.
Com esse estudo é possível se aprofundar e descobrir o que faz com que diferentes operadores tenham leituras diferentes.
Para que o plano da coleta de dados seja facilmente configurado é preciso analisar os respectivos dados a fim de avaliar o sistema de medição.
Para isso, deve-se verificar no Minitab o Measurement Systems Analysis Features que se encontra no Menu Stat – Quality Tools e Gage Study and Assistant.
Diversos métodos podem ser esboçados sobrepostos na execução do Gage R&R como:
- Método de alcance e médio
- ANOVA (Método de análise de variância)
- WIV (Método de Variação Parcial)
- Método de curto alcance para os testes não destrutivos
- Método de grupo de ação da indústria automotiva como AIAG, MI, Southfield
- Método de curto alcance para os testes destrutivos
- Método de longo alcance para os testes destrutivos
- Método de longo alcance para os testes não destrutivos
- Método instantâneo (Somente um avaliador para a variação de equipamentos).
Na análise do MSA o que tem maior importância?
Estabilidade
Os processos estáveis são livres da variação de causa especial. Gráficos de dispersão, Controle Estatístico de Processo (CEP) ou alguma outra forma de fazer análise estática são utilizados para fazer a medição da estabilidade do processo.
Para determinar a estabilidade são necessários dados amostrados suficientes que cubram uma gama ampla dos contribuintes possíveis da variação que podem ser aplicados ao processo medido.
Estão inclusos nos possíveis contribuintes:
- Variação da ferramenta – ferramenta para ferramenta, cavidade-a-cavidade, uso da ferramenta durante o longo do tempo entre outros
- Variação da peça – matéria-prima lote-a-lote, peça-a-peça entre outros
- Variação humana – supervisor para supervisor, operador para operador, condições ergonômicas, quantidade de tarefas diversas realizados no mesmo período entre outros
- Variação de localização – construção para construção, máquina para máquina, estado a estado, planta a planta, país a país entre outros
- Variação do tempo – hora a hora, amostra de tempo por hora, turno a turno, mês a mês, dia a dia, estação a temporada, semana a semana, ano, ano-a-ano, almoço e demais tempos de interrupção entre outros.
Viés
Na amostra, o viés é a influência ou presença de algum fator que faça com que o processo ou a população de dados amostrado tenha certa diferença com aquilo que realmente é.
Para fazer a medição do viés do processo é preciso comparar uma autoridade de medição maior com a média dos dados.
Nas medições determinadas tal processo é chamado de calibração. Já nas medições indeterminadas a comparação é feita entre os valores médios e um valor de especificação ou alvo.
Linearidade
A linearidade é uma medida que vai de uma extremidade até outra pertencente ao espaço de medição.
Peças pequenas podem ser medidas no processo de medição, mas pode ter uma medida menos precisa das grandes peças ou até a extremidade de uma peça longa pode ter maior precisão na medida que a outra extremidade.
Para fazer a medição da linearidade são utilizados padrões de medição calibrados que são rastreáveis ao NIST e voltados para as autoridades superiores.
Quanto à linearidade da medição indeterminada é feita a medição da forma dos efeitos de interação.
Caso seja demonstrada a não-linearidade no equipamento pode existir uma ou mais das seguintes condições:
- Equipamentos usados
- Erro no mestre máximo ou mínimo
- Equipamento não foi calibrado na extremidade inferior e superior do intervalo de operação
- RIC (correlação variável de resposta para controle) e autocorrelação
- Personagens de design dos equipamentos internos podem ser pobres.
Importância das medições
Os processos são controlados frequentemente pelas medições, afinal, eles podem afetar as medidas subsequentes.
Quando são tomadas medidas indeterminadas com taxa mais lenta que o tempo que é necessário para que mudanças do processo tenham sua implementação total, a adequação da medição deixa de ser um problema.
Entretanto, a variável de controle (utilizada para fazer o controle do processo) quanto a correlação da variável da resposta (pode ser medida) acaba ocultando o tempo utilizado para a implementação da mudança do processo.
O Controle Estatístico de Processo (CEP) pode ser usado para o controle de um processo que as mudanças no processo são feitas de hora em hora e os dados tomados.
As máscaras da correlação do RTC pobres mudam e levam todo o dia para a implementação, tudo isso não seria adequado.
Conclusão da análise Gage R&R

O ideal é que o Gage R&R seja realizado no sentido de realizar um estudo antes de ser iniciada a implementação do Controle Estatístico de Processo (CEP).
Caso seja utilizado um sistema de medição que não seja adequado pode surgir interpretações errôneas para o processo.
Por causa disso, ajustes desnecessários podem ser feitos no processo ou uma tomada de ação pode não existir.
É muito relevante que a aplicação do estudo Gage R&R seja aplicado em paralelo com o Controle Estatístico de Processo (CEP).
O que você achou de conhecer um pouco mais sobre esse tema? Deixe seu comentário e caso tenha gostado do conteúdo compartilhe-o nas redes sociais!